





关键词 |
四川推荐焊接弯头,焊接弯头安装,重庆焊接弯头,焊接弯头代理 |
面向地区 |
三通的生产工艺也基本是如此。要根据三通的不同规格进行下料。下料后先要喷砂,要在成形前将表面的氧化铁皮去除。成形则采用液压鼓胀法成形。有模具,模具底部平直,上边有凸缘孔。将管子放入后,管子用液压缸固定,两边充入液体向内凸胀,把管挤成"凸"字形,再把凸起处从适当位置切除,也打成坡口。它要经过两次喷丸处理。由于加工过程中,有加工硬化,所以也需要热处理。管件的生产工艺流程就是这些情况。
需要再说明的是切断,要求一定采用切管机,再有锯床,大一些的规格就采用火焰切割。无论采用什么方法,一定要管端平直、无毛刺、定尺准确。否则,在推制过程中,管端容易破裂。推制这方面的技术问题,在于工具设计。若设计的好,推出来的型比较正,基本符合要求。有的废品较多,主要是由于工具问题。设计主要是凭经验。还需要有经验的工人不断修磨,才能投入正常使用。工具很重要。另外,推制都采用液压的推制方法。液压推制速度可调。大弯头与小弯头的推制速度是不同的,加热速度也不相同。另外用液压推制的变形也比较平稳。机械推制的方法已经不很多了,加热也比较重要。老式的加热采用煤气炉,把管子加热,都改用中频加热。约在70年代以后我国的这种加热方式才过关。这种方法温度比较好控制,加热也比较均匀。通过调节线圈的个数来控制加热温度。若是烧咀,就不太好控制。另外推制前要预热。芯棒预热后再固定管子。中频加热技术的采用对弯头生产是很大的进步,产量、质量都有很大提高。
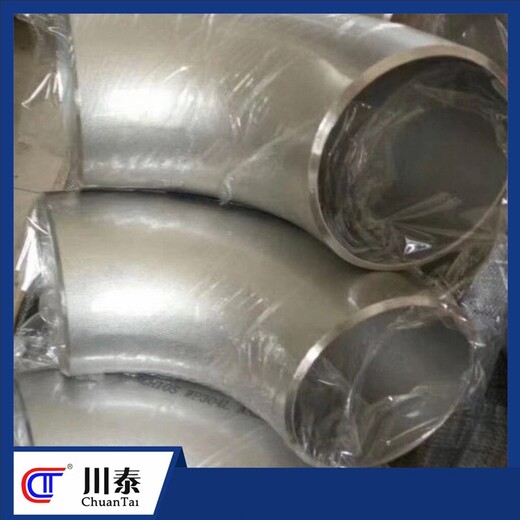
焊接弯头的工艺流程:无缝弯头:弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。