产品别名 |
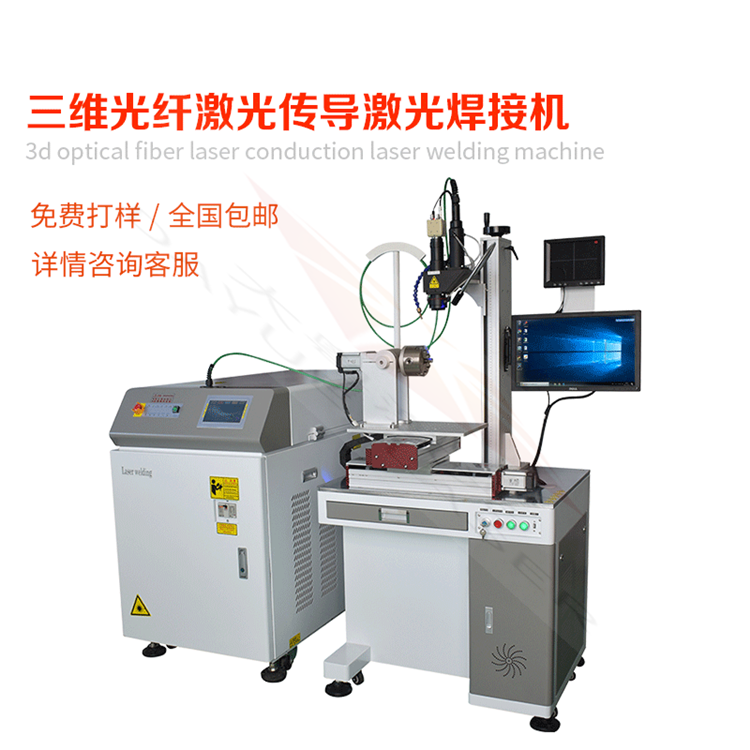
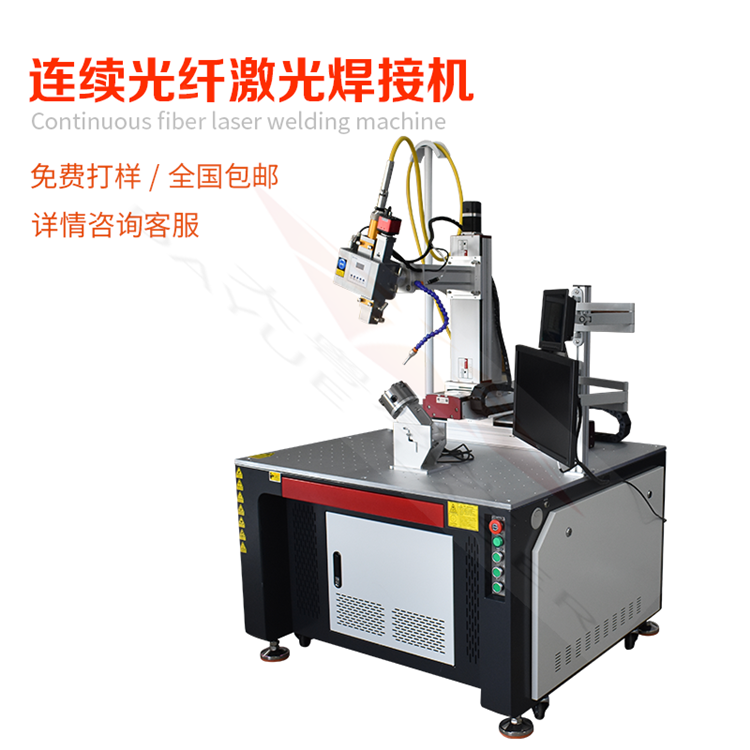
平台激光焊接机,光纤连续激光焊接机,光纤传输激光焊接机,连续光纤激光焊接机 |
面向地区 |
焊接了金属的连续性。一方面,两种金属相互之间通过螺栓联接或物理附着联络在一起,表现为一个强健的金属整体,但这种联接是不连续的,有时金属的表面如果有氧化物绝缘膜,则它们甚至对错物理接触的。机械联接与焊接比拟的另一个缺陷是接触面继续发生氧化作用而致使电阻的添加。另外,颤动和其他机械冲击也可以使接头松动。焊接则消除了这些难题,焊接部位不发生相对移动,接触面不会氧化,连续的导电方法得以坚持。焊接是两种金属间的融合进程,焊锡在熔融状态下,将溶解有些与之相接触的金属,而被焊接的金属表面则常常有一薄层焊锡不能溶解的氧化膜,助焊剂就是用来去掉这层氧化膜的。
焊接特性
属于熔融焊接,以激光束为能源,冲击在焊件接头上。
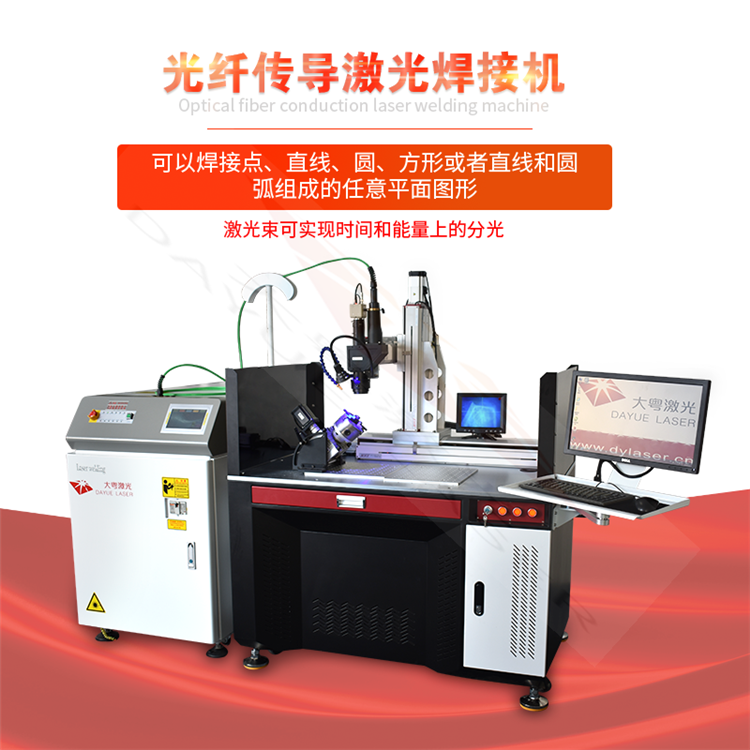
激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。
激光焊接机属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。
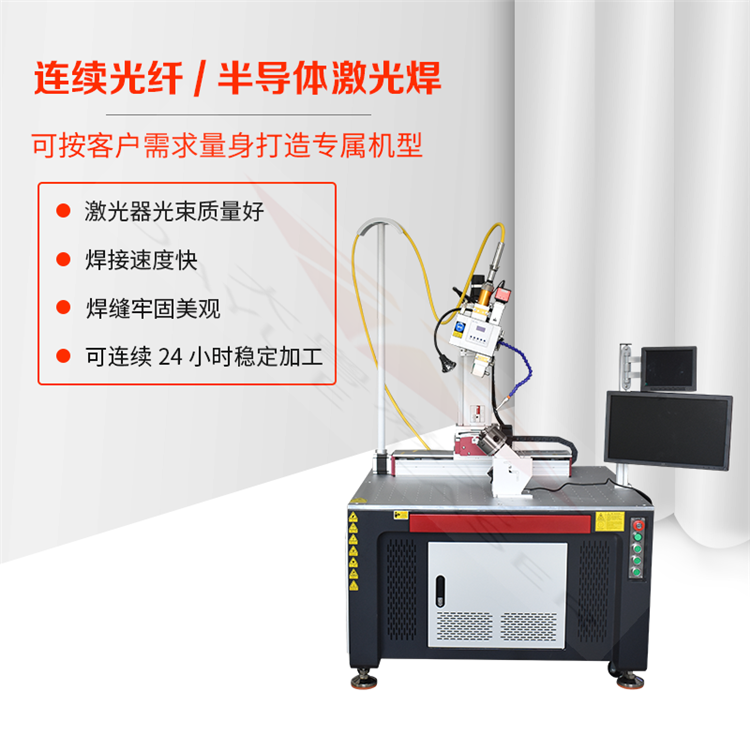
激光焊可以与MIG焊组成激光MIG复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。
功率密度
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。