





关键词 |
氧量在线分析系统,氧分析系统,O2分析系统,氧含量在线分析系统 |
面向地区 |
2.测量范围:0-5%/0-25%
3.检测原理:荧光淬灭、电化学、激光
4.检测精度:1PPm / 0.01%VOL
5.防爆等级:ExdibIICT6Gb
6.防护等级:IP66
7.响应时间:T90<20S等
反应釜氧含量分析仪用于监测反应釜中的氧气含量,避免超标引发安全风险。选型需考虑工况和气体成分,定制预处理系统。在化工、制药行业,需选用耐腐蚀材质。分析仪具备标准输出信号,可匹配控制系统,实现安全联锁功能。样气预处理系统确保测量准确。
在实际应用中,可以安装预处理系统,用于消除各种有机溶剂对传感器的腐蚀,从而确保设备的长期稳定运行。此外,该检测仪具有、快速响应等优点,能够满足双氧水装置流程工艺的要求。其次,该类设备在其产品质量方面也同样重要。在生产过程中,氧气的浓度会直接影响终产品的稳定性和纯度。氧含量检测仪通过实时监测,可以帮助操作人员微调反应条件,比如温度和压力,以确保符合产品的质量要求。
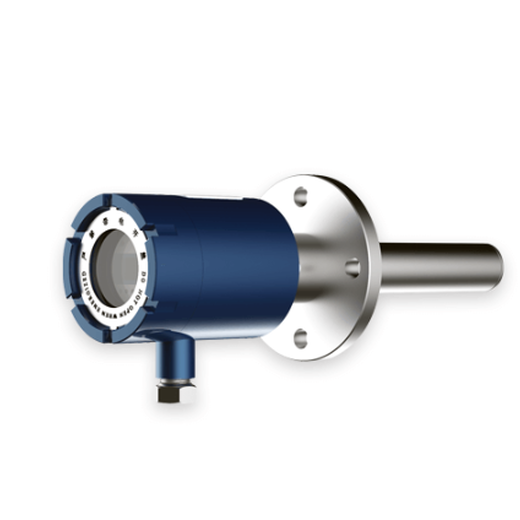
反应釜氧含量检测仪主要基于电化学原理,通过测量反应釜内气体对传感器的氧化还原反应来测定氧含量。具体来说,传感器中的铂电极和参比电极与电解质溶液形成一个原电池。当反应釜内的气体通过电解质溶液时,氧气在铂电极上被还原,产生微弱的电流。通过测量这个电流的大小,可以计算出反应釜内的氧含量。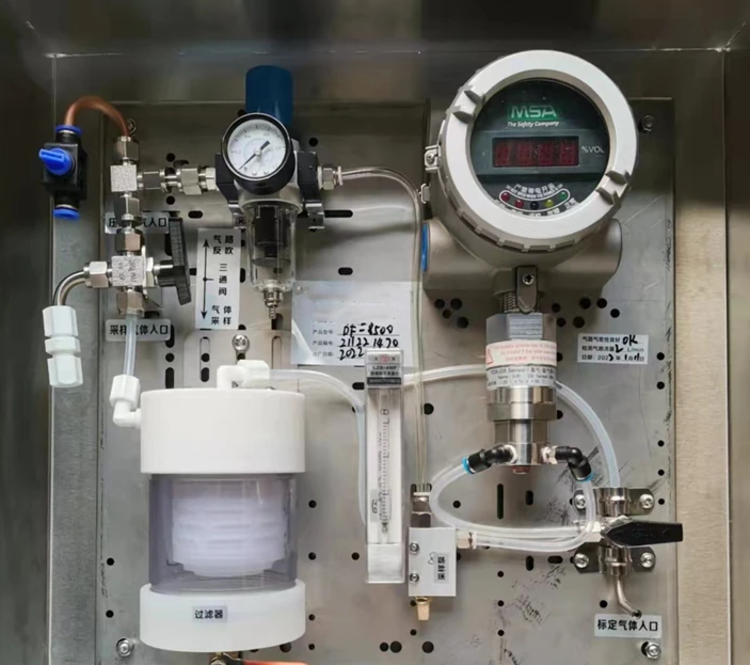
反应釜氧含量检测仪主要由传感器、取样系统和显示仪表三部分组成。使用时,将传感器插入反应釜内,通过取样系统抽取反应釜内的气体进行测量。测量结果会实时显示在显示仪表上,方便操作者读取。
反应釜氧含量检测仪在实际应用中有广泛的应用场景,如石油化工、生物制药、环保治理等。下面以石油化工为例,介绍反应釜氧含量检测仪的实际应用:
在石油化工生产中,反应釜是重要的设备之一。由于石油化工生产的特殊性,反应釜内的介质具有高温、高压、高腐蚀性等特点,因此对反应釜内的氧含量进行实时监测至关重要。使用反应釜氧含量检测仪可以及时发现反应釜内氧含量的变化,避免因缺氧或富氧导致的事故发生,提高生产的安全性和稳定性。
————— 认证资质 —————