


检测参数是指高速熔覆完成后衡量熔覆层质量的参数,主要包括气孔率、硬度、结合强度、稀释率、热疲劳性能、表面粗糙度等。
(1)气孔率是指在一定条件下,熔覆层中出现气孔的百分比。高速激光熔覆在熔覆过程中不可避免地存在气孔。孔隙率的大小与金属粉末的温度和速度以及粉末运动的角度有关。一般来说,熔覆时粉末运动的速度较慢。该层的孔隙率会很大。
(2)硬度,由于高速激光熔覆层在形成过程中激冷和高速冲击,熔覆层晶粒细化和晶格畸变使涂层强化。因此,激光熔覆层的硬度一般材料。 LT高速熔覆激光设备熔覆粉末,熔覆层表面硬度可达60HRC。
(3)结合强度,一般采用显微硬度计进行检测,以测定熔覆层的结合强度,用标准试样所测得的硬度值减去实测硬度值来计算。高速激光熔覆层与基体为冶金结合,即熔覆层与基体之间原子扩散形成结合。并在粉末高速运动状态下形成。国盛激光的高速激光熔覆层与基材的结合强度可高达360MPa。
(4)稀释率是指熔敷金属的稀释程度,用母材在熔覆层中的百分比表示。稀释率对熔覆层的性能影响很大。在高速熔覆工艺中,可以通过调节金属粉末流量、光功率密度和熔覆速率来控制稀释率。国盛激光高速激光熔覆的稀释率极低,约为1%。
(5)热疲劳性能是指熔覆层的抗热疲劳性能或抗热震性能。熔覆层的抗热震性不好,在使用过程中会开裂形成裂纹。熔覆层的抗热震性能主要取决于金属粉末与基体的热膨胀系数差异和熔覆层与基体的结合强度。
(6) 表面粗糙度是指熔覆时表面上存在的起伏现象,当激光熔覆熔覆层表面有较大起伏时,会出现边缘熔合不良、搭接不好等现象,因此应控制其高低起伏度。表面粗糙度、熔覆层表面平整度、工艺测试、激光能量密度、送粉量和载气压力都会影响表面粗糙度,三者之间存在一个佳值,如果该值设置过大或太低,表面的光滑度会降低。基板实际高速激发在光学熔覆加工过程中,需要根据粉末基体的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
在实际对母材进行高速激光熔覆时,需要根据粉末母材的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。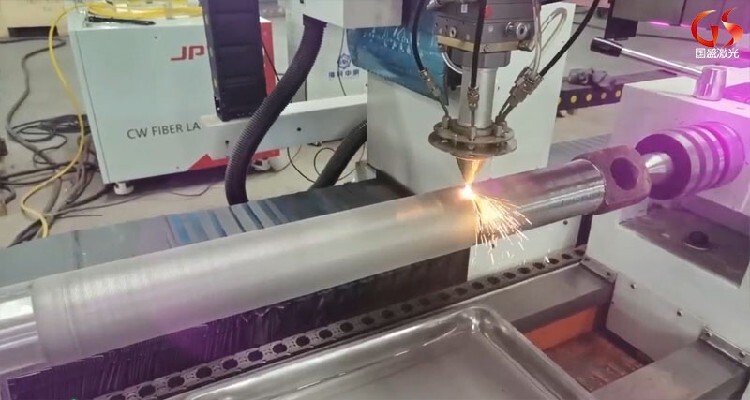
激光熔覆技术是一种的表面修复技术,可以应用于大型构件的修复。它主要是利用激光束对材料表面进行加热,使其部分熔化并与底材融合,形成新的涂层或修复材料。这种技术有以下优点:
1、 :激光熔覆技术可以快速进行表面修复,减少生产时间和维修成本。
2、 精度高:激光熔覆技术可以实现的表面修复,修复后的构件符合设计要求。
3、 适用范围广:激光熔覆技术可以应用于多种材料的表面修复,如钢、铝、镍基合金等。
4、 质量稳定:激光熔覆技术可以消除焊接过程中的气孔、裂纹等缺陷,修复后的构件质量稳定。
在大型构件修复中,激光熔覆技术可以应用于船舶、桥梁、飞机和汽车等重要构件的表面修复。例如,船舶的螺旋桨、舵叶和船体表面的修复,可以使用激光熔覆技术实现。另外,在飞机和汽车等重要构件的修复中,激光熔覆技术也可以应用于引擎、变速器和发动机等部件的表面修复。
总之,激光熔覆技术在大型构件修复中具有广泛的应用前景。随着科技的不断发展,相信激光熔覆技术在大型构件修复中的应用将会越来越广泛,为构件的维修和修复提供更为、、稳定的技术支持,降低维修成本和停机时间。
评判激光熔覆层的熔覆效果,主要从两个方面:
一、宏观上,检查熔覆道的形状、表面粗糙度、裂纹、气孔及稀释率等;
二、微观上,检查是否形成了良好的结构,是否能提供所需的性能。
此外,还应确定表面熔覆层化学元素的种类和分布,并注意分析过渡层的状况是否为冶金结合,必要时进行质量寿命检测。
如何检验激光熔覆效果:
1、熔覆的工件是否有裂纹、气孔;
2、熔覆工件熔覆后的表面粗糙程度;
3、是否获得低稀释率的良好涂层,并且涂层成分和稀释度是否可控;
4、快速熔覆时,工件的变形是否降低到零件的装配公差内;
5、送粉器送粉的稳定性和熔覆层的均匀性可是一致性;
6、粉末利用率可在范围内;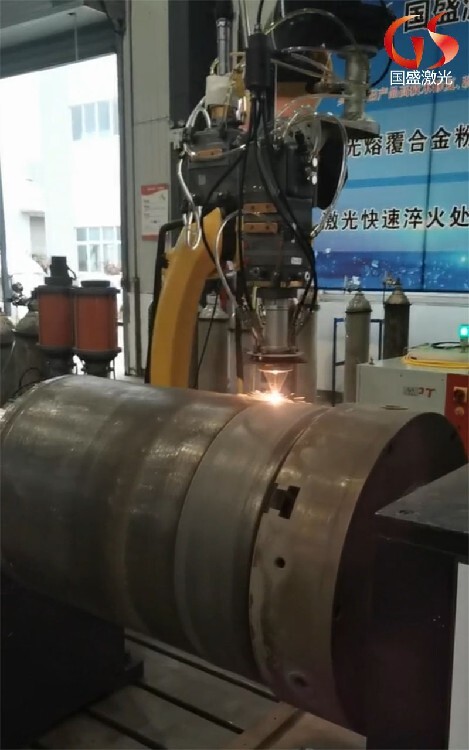
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。
玻璃磨具激光熔覆加工是一种新型加工技术,其原理是用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度层。涂层以提高其耐磨性、耐腐蚀性和耐高温性。
一、玻璃磨具激光熔覆加工原理
玻璃磨具激光熔覆加工的原理是利用高能激光束照射玻璃磨具表面,使表面快速熔化,形成一层高硬度涂层,提高其耐磨、耐腐蚀、耐高温性能。激光熔覆过程中,高能激光束聚焦在玻璃磨具表面,使表面材料快速熔化并形成液池,同时添加碳化物、氮化物等高硬度涂层材料,增强涂层硬度。和耐磨性。在激光束的作用下,液池中的涂层材料迅速冷却并结晶,形成高硬度涂层。
二、玻璃磨具激光熔覆加工特点
1、:玻璃磨具激光熔覆加工采用高能激光束,可以快速地熔化材料并形成涂层,大大缩短了所需的加工时间。
2、高硬度:通过添加高硬度涂层材料,使玻璃磨具激光熔覆形成的涂层具有高硬度,可显着提高玻璃磨具的耐磨性。
3、耐腐蚀性强:涂层材料具有良好的耐腐蚀性,可以保护玻璃磨具表面免受腐蚀损坏。
4、耐高温性好:由于镀膜材料具有良好的耐高温性,可以保护玻璃磨具在高温环境下的稳定性。
5、适用范围广:玻璃磨具激光熔覆加工适用于各种类型的玻璃磨具,如平板玻璃、曲面玻璃等。
三、激光熔覆加工玻璃磨具的应用
玻璃磨具激光熔覆加工技术已广泛应用于光学、汽车、航空航天等多个领域,下面介绍几个具体应用实例。
1、光学领域:在光学领域,玻璃是常用的材料之一,但它容易磨损、腐蚀。采用玻璃磨料激光熔覆加工技术可以显着提高玻璃的耐磨性和耐腐蚀性,延长其使用寿命。
2、汽车领域:汽车玻璃在使用过程中容易受到环境污染和摩擦损坏,采用玻璃磨具激光熔覆加工技术可以增强汽车玻璃的耐磨性和耐腐蚀性,提高其可靠性和安全性。
3、航空航天领域:在航空航天领域,高温、高压、高速等极端环境下使用的玻璃材料需要有更高的性能要求。采用玻璃磨具激光熔覆加工技术,可以增强玻璃材料的耐高温、耐腐蚀、耐磨性能,提高其稳定性和可靠性。
四、激光熔覆加工玻璃磨具的发展前景
随着科学技术的不断发展,玻璃磨具激光熔覆加工技术将不断进步和完善。未来,该技术将在以下几个方面得到进一步发展和应用:
1、设备研发:进一步开发、稳定的玻璃磨料激光熔覆加工设备,提高设备的加工速度和可靠性。
2、材料创新:不断探索硬度高、耐腐蚀性强的新型涂层材料,满足不同领域的需求。
3、工艺优化:优化玻璃磨具激光熔覆工艺,提高镀层的均匀性和致密性,降低缺陷率。
4、应用拓展:将玻璃磨具激光熔覆加工技术应用到更多领域,如电子、能源等领域,为产业发展提供更广阔的空间。
油缸内孔激光熔覆加工工艺包括以下步骤:
1、准备工件:将待加工的油缸放置在激光熔覆机的工作台上,并确保其表面清洁、无缺陷、无油渍。
2、表面处理:用砂轮或刷子等工具对气缸内孔表面进行打磨和清理,去除杂质和氧化层。
3、熔覆材料的制备:将金属粉末和合金元素按一定比例混合,加入适量的水或有机溶剂,制成熔覆材料。
4、激光熔覆加工:利用高能激光束将熔覆材料熔化并使其均匀地沉积在内孔表面。
5、后处理:对激光熔覆筒体进行热处理、研磨、抛光,提高表面硬度和光洁度。
油缸内孔激光熔覆加工的优点在于以下几个方面:
1、高硬度、耐腐蚀:通过激光熔覆技术,可以使油缸内孔表面涂层提高气缸的耐磨性和耐腐蚀性。
2、寿命长:由于激光熔覆层硬度高、耐腐蚀,可显着提高气缸的使用寿命。
3、应用范围广:激光熔覆加工可适用于各种材质、形状的气缸,可灵活应用于不同的生产环境。
4、环保节能:与传统的加工方法相比,激光熔覆加工不需要使用大量的切削液、磨料等物质,因此更加环保,降低能耗。
总之,油缸内孔激光熔覆加工是一种的加工技术,可以显着提高油缸的耐磨性、耐腐蚀性和使用寿命,并且具有环保、节能等优点。随着技术的不断发展和完善,相信这种加工技术将会在更多领域得到应用和推广。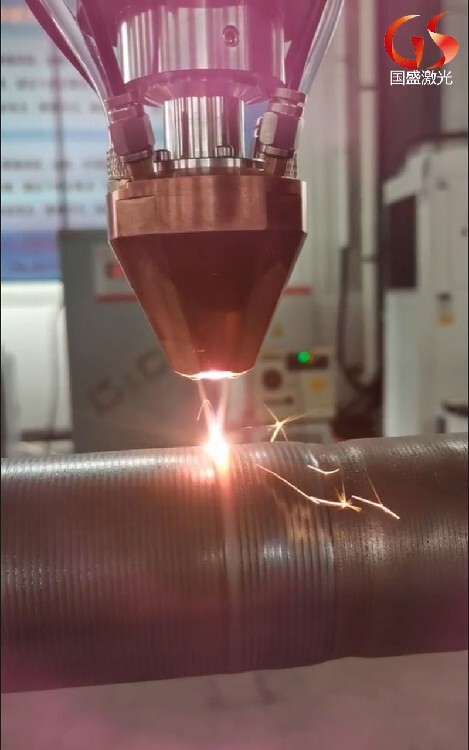
电机转子轴承激光熔覆修复过程一般包括以下步骤:
1、表面预处理:清理轴承表面,去除油污、铁锈等杂质,表面清洁、光滑。
2、涂敷熔覆材料:在轴承表面涂敷熔覆材料,以增加熔覆层的强度和耐磨性。
3、激光器具有功率密度高、方向性好、单色性好、相干性好等优点。可快速准确修复电机转子轴承位置。该技术具有操作简便、熔覆、熔覆层质量好等优点,因此在电机维修领域得到了广泛的应用。
4、激光熔覆修复:利用激光功率密度高、方向性好、单色性好、相干性好等优点,可以快速、准确地修复电机转子轴承位置。该技术具有操作简便、熔覆、熔覆层质量好等优点,因此在电机维修领域得到了广泛的应用。
5、激光熔覆修复后期处理:对熔覆层进行后期处理,提高其硬度和耐磨性。
在激光熔覆修复过程中,需要注意以下几点:
1、激光功率密度要适中,不宜太大或太小,以熔覆层的质量和效率。
2、熔覆材料的选择适当,以熔覆层的强度和耐磨性。
3、激光熔覆过程中,保持稳定的操作环境,避免外界因素对熔覆层质量的影响。
4、后加工过程中应注意控制温度和时间,熔覆层的硬度和耐磨性。
总之,电机转子轴承激光熔覆修复是一种的修复技术。具有操作方便、熔覆、熔覆层质量好等优点。因此,在电机维修领域得到了广泛的应用。应用该技术时,需要注意激光功率密度、熔覆材料选择、后处理等因素的影响,以熔覆层的硬度和耐磨性。
内孔激光熔覆修复的应用场景:
1. 石油工业:修复油井钻杆、抽油杆等内孔磨损或腐蚀的部位;
2. 化工行业:修复管道、阀门、反应釜等设备内孔磨损或腐蚀的部位;
3. 能源领域:修复核电站管道、锅炉等设备内孔磨损或腐蚀的部位;
4. 航空航天:修复发动机叶片、燃烧室等高温部件内孔磨损或腐蚀的部位;
5. 汽车制造:修复发动机缸体、曲轴等内孔磨损或腐蚀的部位。
总之,内孔激光熔覆修复技术是一种具有广阔应用前景的表面工程技术。虽然仍存在一些挑战和限制,但随着技术的不断发展和完善,相信它将会在未来的工业领域中发挥更加重要的作用。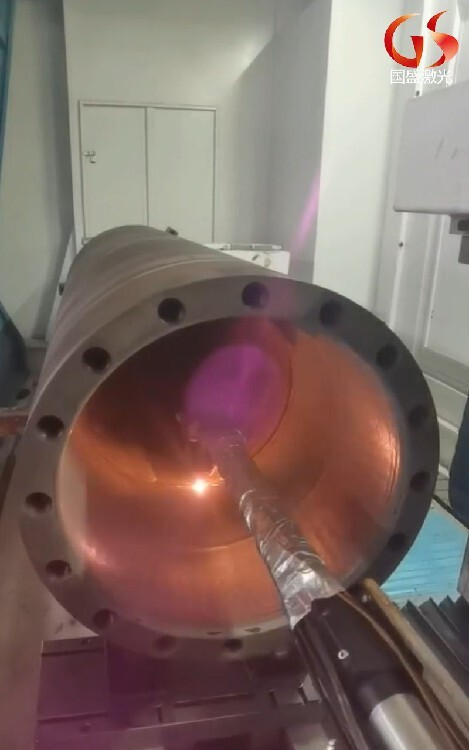
丝杆轴承位激光熔覆加工是一种、率的金属加工技术,广泛应用于各种机械制造领域。这种加工技术的主要优势在于其能够在丝杆轴承位表面形成一层坚固、耐磨、耐腐蚀的合金层,从而显著提高机械零件的使用寿命和性能。
激光熔覆加工的基本原理是利用高能激光束对金属表面进行快速加热,使其达到熔化状态,然后将预先准备好的合金粉末喷射到熔化区域,与基材实现冶金结合。通过控制激光束的功率、扫描速度和合金粉末的成分,可以在丝杆轴承位表面形成一层均匀、致密、的合金层。
与传统的机械加工方法相比,激光熔覆加工具有许多特的优势。,激光熔覆可以在不改变基材组织结构和性能的前提下,对其表面进行强化和修复,大大提高了零件的使用寿命。其次,激光熔覆加工过程中,热影响区小,变形小,能够保持零件的原始精度和尺寸稳定性。此外,激光熔覆加工还具有加工速度快、、环保等优点。
在丝杆轴承位激光熔覆加工过程中,需要严格控制各种工艺参数,如激光束的功率、扫描速度、合金粉末的成分和喷射速度等。同时,还需要对加工过程进行实时监测和调整,以确保合金层的质量和性能。此外,对于不同的材料和应用场景,需要选择适合的合金粉末和工艺参数,以达到佳的加工效果。
丝杆轴承位激光熔覆加工在机械制造领域具有广泛的应用前景。例如,在各种机械零件中,如数控机床、航空航天器、汽车发动机等,丝杆轴承位是关键的传动部件,其性能直接影响到整个机械系统的运行效率和稳定性。通过激光熔覆加工,可以在丝杆轴承位表面形成一层高硬度、高耐磨、高耐腐蚀的合金层,从而显著提高机械零件的使用寿命和性能,降低维护成本和停机时间,提高生产效率和经济效益。
此外,丝杆轴承位激光熔覆加工还可以应用于各种复杂形状和难以加工的金属零件表面。通过激光熔覆加工,可以在这些难以加工的区域形成一层的合金层,从而实现对整个零件的强化和修复。这种加工技术不仅可以提高零件的性能和寿命,还可以拓展金属零件的应用范围和适应性。
总之,丝杆轴承位激光熔覆加工是一种、率的金属加工技术,具有广泛的应用前景和重要的经济价值。随着科技的不断发展和进步,激光熔覆加工将会在更多的领域得到应用和推广,为机械制造行业的发展注入新的活力和动力。
广东东莞国盛激光激光熔覆设备生产厂家
更新时间:2024-05-30 10:49:39







收藏
举报